

带式输送机是使用最广泛的输送设备,具有输送量大、结构简单、维护方便、成本低、通用性强等优点,且布置灵活,即可单机运行,也可以多机组合成运输系统,广泛应用于冶金、矿山、煤炭、电力、建材、化工、轻工、石油等行业。
托辊是带式输送机的重要组成部件,起着支撑胶带和物料、保持胶带正常运转及特定形状的作用。托辊在一台带式输送机成本中所占的比例超过30%,产生了70%以上的运行阻力。它的使用寿命关系到设备的运行维护成本;同时托辊还影响到胶带的使用寿命,因此托辊的产品质量尤为重要。
托辊的产品质量好坏,直接关系到设备的整机功耗。质量不好的托辊在运转时不灵活或不转动,会导致运行阻力增加,会使托辊和胶带的磨损加剧,可能会导致电机烧毁、胶带撕裂,甚至可能会引起胶带过热起火。
DTⅡ(A)型带式输送机是应用最广泛的通用型系列产品,在一台带式输送机的托辊当中,普通平托辊的数量最多,占总数的80%以上,图1为DTⅡ(A)型带式输送机普通平托辊的结构。托辊的材质多为金属材料,本文介绍的托辊加工的质量控制即以普通的金属平托辊为例。
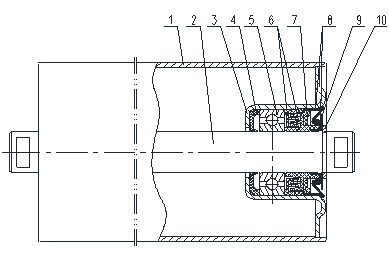
图1. 标准DTⅡ(A)托辊的结构
1.辊体 2.轴 3.轴承座 4.内密封圈 5.轴承 6.迷宫密封 7.密封盘 8.挡圈 9.挡板 10.挡圈
在托辊的零部件当中,需要加工的零件主要有辊体、轴、轴承座、挡圈、挡板。
2、 辊皮的质量控制
托辊辊体一般由无缝钢管或焊接钢管制造。焊接钢管材料应符合GB/T 13792-2008中的规定。
钢管下料长度必须要准确,尺寸控制在公差允许的范围内,尤其是对于轴承座采用端面焊接的托辊,辊皮长度偏差会影响轴承的轴向位置精度。辊皮尺寸如果偏大,会造成轴伸出辊体的长度减小,对于倾斜安装的托辊,会造成托辊很难放进托辊支架。对于倒角与切断是一次装夹完成的设备,倒角角度也必须保证,止口加工通常是以两端倒角为基准定位,倒角不均,会导致加工出来的止口与辊皮中心不同心,造成托辊的径向跳动增大,旋转阻力增大,可能出现性能检测不合格。车止口工序要控制好止口的深度和直径,对于车止口是以辊皮端面定位的设备,钢管下料切断时的长度误差会累积到车止口工序。止口的深度会影响到轴承座的定位,止口的直径会影响到与轴承座的配合关系,直径偏大会导致两端轴承座不同心,造成托辊旋转阻力和径向跳动变大,直径偏小会造成辊皮与轴承座装配困难。
3、 轴的质量控制
从托辊轴的结构分析,它需要将长的轴料切断成规定的长度,然后加工两端的卡簧槽、倒角,再加工两端的扁槽或通扁。轴的下料长度尺寸应严格控制,尤其是以轴的长度作为托辊装配时的轴向基准时,如果长度偏差大,将会影响轴承的定位,也会影响托辊性能检测轴向窜动的检测值。铣槽、铣扁适合在专用机床上加工,如果轴两端槽扁或通扁的距离偏差较大,将会影响托辊的安装。如果采用普通车床、铣床加工,应合理使用工装,避免人为超差现象,加工中测量用的量具应定期进行计量标定。加工过程中尽量避免多点定位、多次装夹,尽量减小累积误差,保证轴两端的同轴度、圆柱度。
4、 其它部件的质量控制
轴承座主要有铸造式和冲压式两种。从轴承座的结构分析,它属于带凸缘圆筒类拉深零件,毛坯为圆形,可直接冲裁下料。壁厚应满足强度、刚度的要求,内径公差须控制在国家标准范围≤0.04mm。最大限度地控制冲压塑性变形过程中板材厚度的减小,避免产生冲击疲劳裂纹。冲压成型后应以内径为基准加工外缘,保证内外圆的同轴度,满足与辊皮止口配合的公差要求。
内、外挡圈以及挡板的结构均比较简单,均采用08F冷轧带钢冲压成型。保证轴向尺寸。
5、 托辊的焊接、装配的的质量控制
托辊辊皮与轴承座的焊接宜采用双头CO2气体保护自动焊,两端轴承座同时焊接,保障焊接质量,保证两端的同轴度。焊缝不得高于辊皮的外圆,否则应进行打磨处理。托辊密封结构的好坏直接影响托辊的阻力和托辊寿命,
托辊的装配在专用压装机床上进行,在进行装配前,部分部件需要先进行预组装,比如迷宫密封组件。通常压装过程分两步进行,先压装内密封圈与轴承,再压装密封组件。压装过程中,应正确设定压力及压入量,避免出现压入不到位或者密封件变形的情况。
6、 托辊的性能检测
托辊的性能检测项包括外圆径向跳动、轴向位移、轴向载荷、旋转阻力、跌落试验、防尘试验、防水试验。托辊的性能检测,有严格的检测操作流程,需要在专用检测设备上进行。托辊的性能指标中,旋转阻力系数和使用寿命是两个最重要的参数,不达标的产品将直接被用户淘汰。生产完成的托辊必须经过性能抽检,抽检不合格的托辊必须进行调整、重新装配,调整后仍不合格的托辊应报废。
外圆径向跳动是表现托辊性能的一个很重要的综合参数,直接影响托辊的转动惯量和动平衡,进而影响整机的起动效率及托辊运行中自身附加载荷的大小,缩短托辊的使用寿命[2]。跳动允许值与带式输送机的带速、托辊的长度有关,带速越高、托辊越短,对托辊的要求也越高,允许的跳动值越小。径向跳动值与托辊管材的圆度、辊皮的加工、轴的加工、轴承座的加工、焊接相关,如果不合理控制好这几个环节,就会造成径向跳动值累加,超出技术标准的要求。
轴向位移检测是指托辊在500N的轴向压力作用下,轴向位移量不得大于0.7mm。轴向位移量与轴的加工、轴承座的焊接定位相关。轴向位移量不合格的托辊,在承受到意外的轴向冲击力后,更容易造成托辊密封结构松动,防尘、防水性能变差,导致托辊寿命缩短。
轴向载荷是指在托辊轴上施加规定的载荷后,轴与辊体、密封件不得脱开。托辊能承受的轴向载荷与挡圈的强度、轴与轴承的配合精度有关。轴向载荷不合格的托辊,在承受到意外的轴向冲击力后,可能会造成轴直接脱落,托辊直接报废。
旋转阻力检测是指在250N的径向压力下,托辊以600r/min的速度旋转,测量其旋转阻力。旋转阻力与轴承的选用、润滑脂的种类及加注量、密封的类型相关。旋转阻力不合格,将会增加设备的启动功率及运行能耗,这些托辊可能更早地出现运转不灵活,如果不及时更换,会出现辊体被皮带磨穿的情况,也会加剧皮带的磨损。
跌落试验是指在规定的高度进行水平和垂直跌落,零件不应损伤,焊缝不出现裂纹,配合不出现松动,轴向位移量不大于1.5mm。跌落性能与托辊的焊接工艺、轴与轴承的配合、挡圈的强度相关。跌落试验主要是考验托辊自身的强度,托辊在实际的运行过程中,几乎不可能出现跌落的情况,采用成熟稳定的生产工艺,也完全可以保障托辊自身的强度,跌落试验现在已较少采用。
防尘、防水试验是指托辊在特定工况条件下以600r/min旋转,连续运转规定时间后,煤尘不得进入轴承润滑脂,进水量不得超过规定的量。防尘、防水性能主要与托辊的密封结构相关,较好的密封结构能保证防尘、防水性能,但同时也可能会带来旋转阻力的增加。密封性能良好的托辊,使用寿命也能达到更长。
7、 结语
托辊的生产首先要有合理的结构设计,采用优质的原材料和先进的加工工艺,才能批量生产出品质优良、性能稳定的产品。
半自动生产已开始普及,全自动化生产也已成为可能。采用自动化生产,可消除人为因素对产品质量的影响,保障产品质量的稳定。