

(1)为了提高磨机台时产量,在主电机额定电流允许的情况下,可以适当增加研磨体装载量,但要调整级配比例、尽可能维持磨内平均球径不变;工业试验及生产实践证明:每增加一吨钢球,磨机产量约提高1t/h。
(2)为了降低出磨物料细度,使其达到粉磨系统工艺要求,在维持装载量不变的情况下,适当调整级配比例,减大球、加小球,降低磨内平均球径;工业试验和生产实践证明:尾仓平均球径降低1mm,出磨物料细度R0.08筛余减少2%~3%。
(3)近年来,许多水泥企业在辊压机-球磨机联合粉磨系统,磨机尾仓应用耐磨陶瓷球,可以降低球磨机整体装载量20%~30%,为水泥粉磨系统节能高产,提供了创新途径,值得推广。
(三)研磨体级配实例
(1)原始数据:辊压机170×100、V型选粉机VX8820、球磨机φ4.2×13m、一仓长度3.5m、二仓长度9m、原设计入磨物料粒度≤15mm、研磨体装载量230t、台时产量160t/h,O-Sepa选粉机7500等。
(2)参考同类企业生产数据:一仓钢球装载量60吨、二仓钢锻装载量170吨。
(3)本厂实际生产数据:最大入磨物料粒度4.92mm、平均粒度≤1mm、水泥产品
P·O 42.5细度R0.045=11%、比表面积370m2/kg,粉磨系统台时产量210t/h。
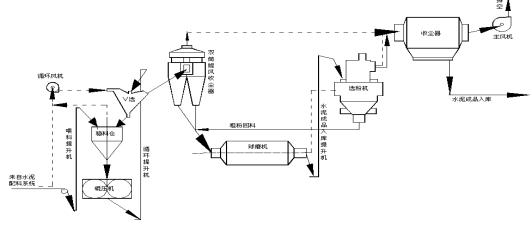
(4)工艺流程简图:
(5)研磨体级配设计计算:
一仓最大球径:D=28×(4.92)1/3=47.7 取φ50
一仓装载量:230÷(3.5+9)×3.5=64.4 取65t;
一仓填充率:65÷4.5÷(0.785×4.1×4.1)÷3.5=31.3%
二仓装载量:230÷(3.5+9)×9=165.6 取165t;
二仓填充率:165÷4.5÷(0.785×4.1×4.1)÷9=30.8%
研磨体级配方案
